Endereço:
No.233-3 Yangchenghu Road, Parque Industrial Xixiashu, distrito de Xinbei, cidade de Changzhou, província de Jiangsu




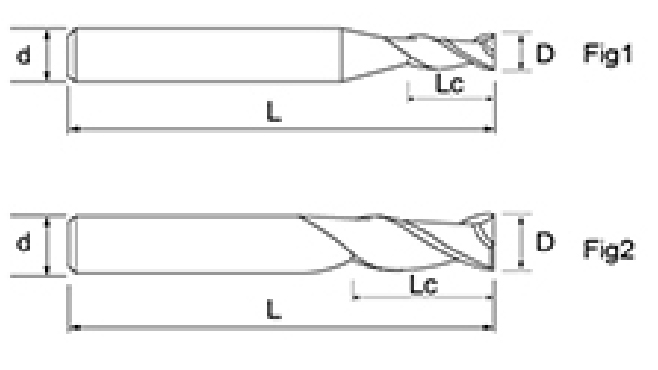
• Fresas de fundo plano de duas arestas são ferramentas comumente usadas em fresamento, adequadas para processamento de planos, canais e contornos.
• A tecnologia avançada de retificação alcança precisão ultra-alta no diâmetro da lâmina e no diâmetro da haste, adequada para moldes de precisão e processamento de peças.
• É utilizado um revestimento de alta resistência ao desgaste. A estrutura de transição do arco garante alta resistência à quebra e realiza corte de aço endurecido a longo prazo.

| Não. | Diâmetro D | Comprimento da Flauta euc | Comprimento total L | Diâmetro da haste d | Contagem de lâminas F |
| NNC-2T-D1 | 1 | 3 | 50 | 4 | 2 |
| NNC-2T-D1 | 1 | 3 | 50 | 6 | 2 |
| NNC-2T-D1.5 | 1.5 | 4 | 50 | 4 | 2 |
| NNC-2T-D1.5 | 1.5 | 4 | 50 | 6 | 2 |
| NNC-2T-D2 | 2 | 6 | 50 | 4 | 2 |
| NNC-2T-D2 | 2 | 6 | 50 | 6 | 2 |
| NNC-2T-D2.5 | 2.5 | 6 | 50 | 4 | 2 |
| NNC-2T-D2.5 | 2.5 | 6 | 50 | 6 | 2 |
| NNC-2T-D3 | 3 | 8 | 50 | 4 | 2 |
| NNC-2T-D3 | 3 | 8 | 50 | 6 | 2 |
| NNC-2T-D3 | 3 | 8 | 50 | 3 | 2 |
| NNC-2T-D3.5 | 3.5 | 10 | 50 | 4 | 2 |
| NNC-2T-D3.5 | 3.5 | 10 | 50 | 6 | 2 |
| NNC-2T-D4 | 4 | 10 | 50 | 4 | 2 |
| NNC-2T-D4 | 4 | 10 | 50 | 6 | 2 |
| NNC-2T-D4.5 | 4.5 | 11 | 50 | 6 | 2 |
| NNC-2T-D5 | 5 | 13 | 50 | 6 | 2 |
| NNC-2T-D5 | 5 | 13 | 50 | 5 | 2 |
| NNC-2T-D5.5 | 5.5 | 15 | 50 | 6 | 2 |
| NNC-2T-D6 | 6 | 15 | 50 | 6 | 2 |
| NNC-2T-D7 | 7 | 18 | 60 | 8 | 2 |
| NNC-2T-D8 | 8 | 20 | 60 | 8 | 2 |
| NNC-2T-D9 | 9 | 23 | 75 | 10 | 2 |
| NNC-2T-D10 | 10 | 25 | 75 | 10 | 2 |
| NNC-2T-D11 | 11 | 30 | 75 | 12 | 2 |
| NNC-2T-D12 | 12 | 30 | 75 | 12 | 2 |
| NNC-2T-D14 | 14 | 35 | 100 | 14 | 2 |
| NNC-2T-D16 | 16 | 45 | 100 | 16 | 2 |
| NNC-2T-D18 | 18 | 45 | 100 | 18 | 2 |
| NNC-2T-D20 | 20 | 50 | 100 | 20 | 2 |
| Materiais Processados | Ferro Fundido Ferro Fundido Nodular | Aço carbono, liga de aço ~750N/mm² | Aço carbono, liga de aço ~30HRC | Aço pré-endurecido, aço temperado e temperado ~40HRC | Aço inoxidável | Aço pré-endurecido, aço temperado e temperado ~50HRC | ||||||
| Diâmetro (mm) | Velocidade rotacional (mínimo -1 ) | Velocidade de alimentação (mm/min) | Velocidade rotacional (mínimo -1 ) | Velocidade de alimentação (mm/min) | Velocidade rotacional (mínimo -1 ) | Velocidade de alimentação (mm/min) | Velocidade rotacional (mínimo -1 ) | Velocidade de alimentação (mm/min) | Velocidade rotacional (mínimo -1 ) | Velocidade de alimentação (mm/min) | Velocidade rotacional (mínimo -1 ) | Velocidade de alimentação (mm/min) |
| 1 | 20000 | 215 | 20000 | 215 | 20000 | 175 | 20000 | 175 | 20000 | 65 | 20000 | 130 |
| 2 | 15000 | 345 | 15000 | 345 | 15000 | 310 | 15000 | 305 | 11150 | 90 | 13000 | 195 |
| 3 | 14000 | 590 | 14000 | 590 | 13000 | 546 | 10600 | 455 | 7500 | 130 | 8500 | 360 |
| 4 | 10800 | 600 | 10800 | 605 | 10000 | 560 | 8000 | 460 | 5500 | 145 | 6500 | 365 |
| 5 | 8200 | 630 | 8200 | 630 | 7600 | 585 | 6400 | 480 | 4500 | 145 | 5000 | 380 |
| 6 | 7000 | 650 | 7000 | 650 | 6400 | 600 | 5300 | 500 | 3700 | 150 | 4200 | 390 |
| 8 | 5200 | 645 | 5200 | 645 | 4800 | 590 | 4000 | 495 | 2800 | 150 | 3200 | 400 |
| 10 | 4200 | 630 | 4200 | 630 | 3800 | 585 | 3200 | 480 | 2200 | 150 | 2500 | 380 |
| 12 | 3500 | 630 | 3500 | 630 | 3200 | 585 | 2650 | 480 | 1850 | 150 | 2100 | 380 |
| 14 | 3000 | 590 | 3000 | 590 | 2700 | 545 | 2300 | 455 | 1600 | 145 | 1800 | 360 |
| 16 | 2600 | 590 | 2600 | 590 | 2400 | 545 | 2000 | 455 | 1400 | 130 | 1600 | 360 |
| 18 | 2300 | 580 | 2300 | 580 | 2100 | 530 | 1800 | 450 | 1250 | 130 | 1400 | 350 |
| 20 | 2050 | 580 | 2050 | 580 | 1900 | 530 | 1600 | 450 | 1100 | 130 | 1250 | 350 |
| Profundidade Máxima de Corte | 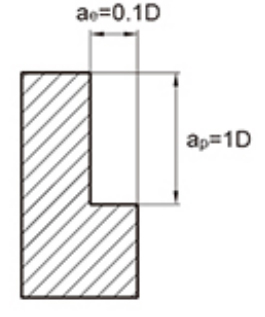 | 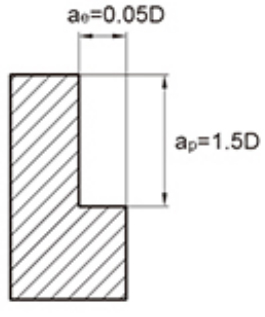 | ||||||||||
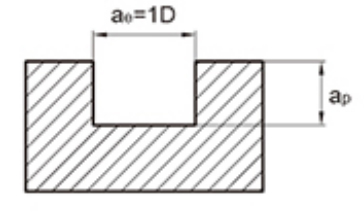 | Diâmetro da ferramenta | Profundidade de corte | 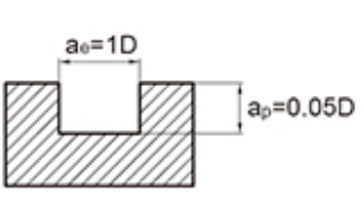 | |||||||||
∅1| 0,15D | | |||||||||||
∅3| 0,3D | | |||||||||||
1. A tabela acima mostra os valores padrão para usinagem de fresamento lateral. Ao cortar ranhuras com a ferramenta, a velocidade deve ser de 50% ~ 70% da tabela acima e a taxa de avanço deve ser de 40% ~ 60% como valor padrão.
2. Use máquinas-ferramentas e porta-ferramentas de alta precisão.
3. Use resfriamento de ar ou fluido de corte com menor probabilidade de produzir fumaça.
4. Recomenda-se usar fresamento sequencial para fresamento lateral.
Quando a rigidez da máquina-ferramenta e da instalação da peça de trabalho é fraca, podem ocorrer vibrações e sons anormais. Neste caso, a velocidade e o avanço indicados na tabela acima deverão ser reduzidos ano após ano.
6. Minimize o comprimento do balanço da ferramenta tanto quanto possível sem interferência.
| Série de ferramentas | Diâmetro | Raio | Raio de canto | Comprimento da Flauta | Comprimento Efetivo | Comprimento total | Diâmetro da haste | |||
| D | R | CR | euc | L1 | L | d | ||||
| Fresas universais de metal duro NNC | D0.1~D0.9 | 0 -0,005 | R0,05~R2 | /-0,005 | CR0,05~CR0,5 | /-0,005 | 0 0.2 | 0 0.3 | 0 0.5 | h5 |
| D1.0~D4.0 | 0 -0,008 | 0 0.3 | 0 0.5 | |||||||
| D1,0~D3,5 | 0 -0,008 | R0,5~R1,75 | /-0,005 | CR0,1~CR0,5 | /-0,005 | 0 0.3 | 0 0.5 | 0 0.5 | h6 | |
| D4,0~D11,0 | 0 -0,012 | R2,0~R5,0 | /-0,008 | CR1,0~CR3,0 | /-0,008 | 0 0.5 | ||||
| D12,0~D20,0 | 0 -0,015 | R6,0~R10,0 | /-0,01 | |||||||
As fresas de topo de cabeça plana de 2 canais, em comparação com as fresas de 4 canais, têm mais espaço de evacuação de cavacos, adequadas para processar materiais pegajosos ou ocasiões onde é necessária uma melhor evacuação de cavacos.
O design de cabeça plana, com fundo plano, é adequado para processar superfícies planas ou degraus em ângulo reto.
As fresas de topo de cabeça plana NNC-2T com 2 canais possuem uma ampla gama de diâmetros, de 1 mm a 20 mm, e comprimentos de aresta que variam de 3 mm a 45 mm, que podem ser combinadas de forma flexível para atender a vários requisitos de profundidade e precisão. Essas especificações gerais o tornam adequado tanto para usinagem de precisão em pequena escala quanto para peças grandes que exigem remoção eficiente de material. Os usuários podem escolher a combinação mais adequada de comprimento total e comprimento de borda com base em seus equipamentos específicos e necessidades de processo.
O design da ferramenta tem um ângulo de hélice de 35° e uma geometria de extremidade plana de aresta dupla para garantir um escoamento suave dos cavacos e, ao mesmo tempo, aumentar a rigidez e a estabilidade de corte. A face final plana especialmente projetada proporciona excelente acabamento superficial durante o fresamento frontal e fornece forte resistência da aresta de corte ao usinar canais e fresamento lateral. A configuração de aresta dupla cuidadosamente organizada ajuda a minimizar a vibração para um processo de usinagem mais estável.
Esta série utiliza o mais recente revestimento composto de cromo-alumínio e passa por um processo de retificação de precisão. O mais recente revestimento composto de cromo-alumínio possui excelente resistência ao calor e ao desgaste, o que pode prolongar a vida útil da ferramenta e, ao mesmo tempo, garantir um desempenho de corte consistente. O tratamento de superfície avançado também pode reduzir significativamente o atrito e prevenir eficazmente arestas postiças durante a usinagem em alta velocidade.

Fresas de topo de cabeça plana de micro diâmetro de 2 flautas

Fresas de topo de cabeça plana com sulco profundo de micro diâmetro de 2 flautas

Fresas de topo de cabeça plana com ranhura profunda de 4 canais

Fresas de topo com ranhura em U de cabeça plana de 4 flautas





Fresas de topo esférico com ranhura profunda de micro diâmetro de 2 flautas
Fundação da empresa
Funcionários

A Changzhou Maton Tools Co., Ltd. está localizada na região economicamente desenvolvida do Delta do Rio Yangtze. A fábrica está localizada na Zona de Desenvolvimento de Alta Tecnologia de Xixiashu, uma conhecida cidade de ferramentas na China. Somos Fresas de topo de cabeça plana de 2 flautas Fabricantes.
A Magotantools adota o sistema de qualidade ISO9001 como padrão, sob a orientação da filosofia empresarial de "zero defeito nos produtos" e "zero distância no serviço", com base no espírito de "integridade", "união" e "exploração", e segue um estilo de gestão empresarial justo e equitativo. A produção de produtos adota centros de usinagem e retificação CNC de cinco e seis eixos da Alemanha, Suíça, Japão, etc., e está equipada com equipamentos de teste de alta precisão da Alemanha, Japão e China, a fim de atender às necessidades de produção com alta qualidade e quantidade.
A empresa desenvolve continuamente várias ferramentas CNC de alto desempenho e ganhou vários prêmios nacionais. Profissional Fresas de topo de cabeça plana de 2 flautas EmpresaCom mais de 10 patentes, os produtos da empresa são utilizados principalmente na indústria de defesa, indústria aeroespacial, indústria automotiva, produtos eletrônicos e moldes, entre outros campos.
Os diversos produtos da empresa são reconhecidos e preferidos por empresas nacionais renomadas. Com tecnologia ilimitada, criação infinita e busca pela excelência, a Magotan Tools escreverá a prosperidade e os sonhos do futuro com ainda mais confiança e qualidade superior.
Responderemos em até 12 horas após o recebimento da consulta em dias úteis.
Somos fabricantes, produzimos e vendemos nossos próprios produtos.
Produzimos principalmente fresas de aço de tungstênio, brocas e outras ferramentas de metal duro. Profissional Fresas de topo de cabeça plana de 2 flautas Fabricantes.
Nossos produtos abrangem quase toda a indústria de moldes, indústria de defesa, indústria aeroespacial, indústria automotiva, produtos eletrônicos e outros campos.
Sim, nosso foco principal são produtos personalizados. Desenvolvemos e produzimos produtos com base nos desenhos ou amostras fornecidos pelos clientes. Personalizado Fresas de topo de cabeça plana de 2 flautas.
Temos mais de 30 unidades de máquinas WALTER da Alemanha, Makino do Japão, ROLLMATIC da Suíça e TTB da Suíça, com um valor de produção anual de 80 milhões de RMB. Somos Fresas de topo de cabeça plana de 2 flautas Empresa
Primeiramente, após cada processo, realizamos as inspeções correspondentes. Para o produto final, realizaremos uma inspeção completa de 100% de acordo com os requisitos do cliente e os padrões internacionais;
Além disso, possuímos equipamentos de teste de ponta avançados e completos no setor, como analisadores espectrais, microscópios metalográficos, etc., que podem garantir a estabilidade e a consistência das ferramentas de corte, atendendo aos requisitos de teste de alta precisão dos clientes para ferramentas de corte.
Ao fazer o orçamento, confirmaremos com você o método de transação, FOB, CIF, CNF ou outras opções. Na produção em massa, geralmente fazemos um pagamento antecipado de 30% e o restante é pago mediante apresentação do conhecimento de embarque. Usamos principalmente T/T como método de pagamento, mas L/C também é aceitável.
Somos Fresas de topo de cabeça plana de 2 flautas Fabricantes na ChinaNossas pegadas estão ao redor do mundo. Fornecemos produtos e serviços de qualidade para clientes de todo o mundo.

No.233-3 Yangchenghu Road, Parque Industrial Xixiashu, distrito de Xinbei, cidade de Changzhou, província de Jiangsu

+86-18068566610

sales@magotan-tools.com
+86-18068566610
